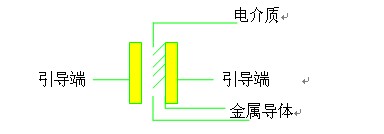
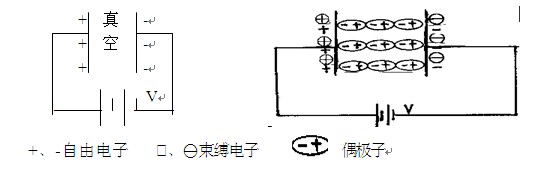
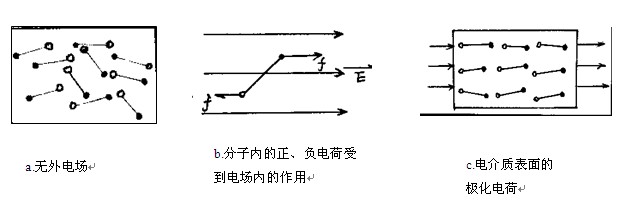
在電介質內部形成偶極矩,而在與外電場垂直的電介質表面上,出現了與極板上電荷反號的極化電荷,即電介質的極化.極化電荷不能自由移動,稱為束縛電荷,而金屬板上的電荷能離開極板自由移動,稱為自由電荷.電介質極化后,表面上出現的束縛電荷將部分地抵消極板上自由電荷所產生的電場.如果電壓V不變,則必須從電源補充一些新的自由電荷來達到平衡.電容器的充電過程.假如撤去外電場,電介質內部沾電場方向的感應偶極矩便消失,介質表面之束縛電荷也都將化成烏有.電容器的放電過程.Q/QO可以表示介質極化的程度,稱為電介質的介電常數.
1.鋁質電解電容器的構造.
由陽極化成鋁箔及陰極腐蝕箔及導針﹑電解紙﹑電解液結合而成.
化成:利用電解液在直流電作用下在純AL表面生成一層致密的AL2O3皮膜.
陽極箔經化成后,含有一高介電常數的氧化膜(AL2O3).此氧化皮膜當作陽箔與陰箔間的絕緣層.氧化皮膜的厚度即為兩箔間的距離(d),此厚度厚薄可由化成來加以控制.由于氧化皮膜的介電系數高,且厚度薄,故電解電容器的容量較其它電容器的容量為高.電解電容器的實際陰極是與氧化膜接觸之電解液.而陰極箔只是將電流傳至電解液而已;電解紙是用來幫助電解液之吸收及避免陽極箔﹑陰極箔直接接觸,因磨擦而使氧化皮膜受損.
2.E/C特色與原理之運用.
電容器是電子設備中大量使用的主要組件之一.它具有隔直流和分離各種頻率的能力.廣泛用在隔直流﹑耦合﹑旁路﹑濾波﹑諧振回路調諧﹑能量轉換﹑控制電路中的時間常數組件等方面.
三. E/C電氣特性介紹.
鋁質電解電容器一般電氣特性包括:¬靜電容量;損失角;®泄漏電流.
1.靜電容量:表征電容器貯存電荷能力的大小.
靜電容量:C= =ε (法拉第定律).
ε—介電常數 d—兩極間距離 s—兩極間相對面積
電容器的標稱容量:E24﹑E12﹑E6三個系列.分別嘻適用于允許偏差±5%(Ⅰ級) ﹑±10%(Ⅱ級)﹑±20%(Ⅲ級)的規格.這三個系列內的數值是按下式計算并經過必要的修正得到,即:
E24系列X= 10n =lg -1
其中n=1--24
E12系列X= 10n =lg -1
其中n=1--12
E6 系列X= 10n =lg -1
其中n=1--6
鋁質電解電容器的標稱容量應符合E6系列.
2.損失角(tgθor DF).
電解電容器在電路中所做的無功功率占有功功率的比例.
介質損耗:電介質在電場作用下在單位時間中因發熱而消耗的能量.
電容器損耗是衡量電容器品質優劣的一個重要指針,損耗愈大,發熱愈嚴重, 則表示電容器傳遞能量的效率愈差.
鋁質電解電容器的損耗主要表現為介質的漏導損耗,在低頻下使用時,其它損耗均可忽略.
DF=wCR
3.泄漏電流:印加相當于工作電壓的直流電壓時,流過電容器的電流大小.稱為泄漏電流.
用來表征電解電容器的絕緣性.構成電解電容器介質是金屬氧化膜,雖然它有很高介電強度,但氧化膜絕非完美無缺.在其表面或多或少會存在一些孔洞.疵點﹑裂縫.電解電容器的漏電流就是通過這些缺陷的電子電流和離子電流.
漏電流大小I =KCU(uA)
U-施加的電壓(V) C-標稱容量(uf) k-漏電流常數.
4.濾波電流.
一般的電子機器都要用直流電壓電源,因此外來的交接電源,經過整流之后,即成直流電壓.但波形不很完整,若加上電容器之后,就會使波形變的較為完整.而此過濾整流所獲得之直流電壓中所含之交流成因電感所生之交流成份等經由電容器予以衰減.
5.額定工作電壓:電容器所允許使用的最高工作電壓.
6.額定使用溫度:電容器所允許使用的最高環境溫度.
四. 電解電容器的生產流程及各工藝之品質要求重點.
1.電解電容器的生產流程.
裁切→ 釘接→卷繞→ 含浸→組立→洗凈→套管→
串排→ 益壽→選別→包裝→ 入庫.
自動老化 加工→包裝→入庫
2.各工藝之品質要求重點.
a.裁切:
將電解紙﹑鋁箔予以所要求之寬幅.依據刀片﹑墊片之規格排列成所需之尺寸加工之.
外觀檢查鋁箔﹑電解紙有無刮傷或毛邊﹑蛇形.
作業時,嚴禁赤手直接觸摸鋁箔或電解紙.
未經包裝的鋁箔或電解紙嚴禁直接放置地面.
b.釘接:
1.目的:增加引線端子導電.
2.方法:將導針與鋁箔壓釘銜接為之,要求導針與鋁箔完全接觸.
3.檢查項目:釘接間隔﹑釘接阻抗﹑釘接厚度﹑釘接花瓣﹑剝離狀態.
釘接間隔:以導針釘接位置為卷取鋁箔長度基準.
釘接接觸阻抗:導針與鋁箔間接觸阻抗.測量方法如下. 導針(A)與鋁箔(B)間測定,判定標準按照作一標準
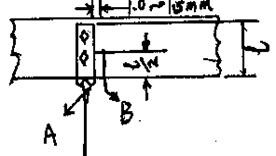
釘接厚度:即鋁箔導針復合厚度.
剝離狀態:四方向的花瓣需均勻分開. 鋁箔﹑導針花瓣一體重疊, 導針花瓣要壓住鋁箔花瓣.
重點:鋁箔與導針完全壓平并接觸,釘接針孔與花瓣兩者位置須位于導 針部份之中央位置.
剝離實驗后,導針花瓣應殘留鋁箔.
c.卷繞:
1.目的:使正負電極箔分開,以雙層雹解紙隔疊卷繞.
2.方法:將釘接完成之正負極鋁箔,以雙層雹解紙隔疊.一并采用單向回線或合成卷取而成.
3.檢查項目:卷取重疊度﹑松緊度﹑及兩導針相對位置.

重點:作業者嚴禁赤手直接觸摸電極箔﹑電解紙及導針.
4.素子掉落地面拾起,必須放在NG盒內確保素子品質.
d.含浸:
1.目的:讓電解紙充分吸收電解液.
2.方法:將烘干的素子放入含浸槽中,并倒入電解液(電解液液面須高過素子,但不可高過排氣孔.)
含浸前素子烘干溫度應保持85±5℃.
含浸方法:抽真空加壓含浸.
抽真空10分鐘加壓10分鐘����,以此為一個循環����。
以上循環3次,即素子含浸1小時���。
含浸完畢脫水5~10分鐘�����。
3.檢查項目:
電解液特性﹑含浸后素子之CAP﹑DF.含浸是否透澈.
4.重點:
藥水對照不可用錯;
每批素子含浸前,均需測量其使用電解液之PH值﹑電導度﹑火花電壓等特性符合標準才可含浸;
含浸是否透徹;
e.組立.
1.目的:防止電解液外漏;
2.方法:素子經含浸后,與膠蓋﹑鋁殼以全自動組立機組合方式快進完成,同時加以封口密閉之;
3.檢查項目:封口尺寸A﹑B﹑D﹑L.
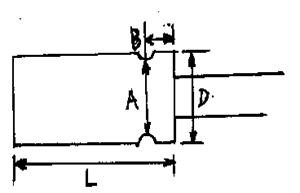
注:其中A部示意線是首先測量圖中部位的尺寸后�����,再用鋁殼外徑相減得到的才是束腰深度���。判定依照按作業標書���。
4.外觀:膠蓋有無凸起﹑鋁殼有無損傷﹑封口有無毛刺.
f.洗凈.
1.目的:洗掉導針及裸品上殘留的電解液或油污;
2.方法:四槽洗凈.
一槽:加溫﹑加清洗劑.
二槽:自來水.
三槽:自來水
四槽:自來水
五槽:純水
3.檢查項目:是否洗凈烘干.
4.重點:洗劑添加量及定時換水.
g.套管.
1.目的:絕緣和標示.
2.方法:經洗凈烘干后之裸品,以全自動套管機在裸品外表加套膠管,加熱﹑收縮而完成.
3.檢查項目:被覆狀態(是否有露白) ﹑收縮狀態(收縮不良或破皮) .
4.重點:
首件確認及收縮溫度調整.
極性標示不得相反或偏差.
h.串排.
1.目的:以利E/C并聯充電.
2.方法:將套管后之電容器依同極性方向,整齊排列在串排架上
3.檢查項目:串排前,檢視串排架編織銅線是否斷線.兩端結合點及電木隔離絕緣板是否燒毀,底部金屬導板是否脫落.
4.重點:不得插反及混料防止.
i.益壽.
1.目的:修復因裁切被破壞的Al203皮膜,以降低LC穩定E/C特性.
2.方法:益壽前先經短路試驗,再按照治具配線方法配線.在常溫高溫中印加工作電壓或益壽電壓(AV).完成第一次﹑第二次益壽,使制品之特性完全去除初期不良. 待高溫益壽后,經2-3小時冷卻,待電氣特性穩定后再進行測試作業.益壽時間是指電壓上升到設定值后最少印加時間.
3.檢查項目:設定電壓﹑電流最終電壓﹑電流;
4.重點:升壓速度控制最終電流確認;
j.選別.
1.目的:100%電氣特性,剔除CAP﹑DF﹑LC不良品;
2.方法:電容器益壽后,在常溫下,印加額定電壓(WV)對泄漏電流、靜電容量﹑損失角之測試,并將良品與不良品分類.每批作業完畢后,將良品以藍色箱盛裝送下工程,不良品則依不良現象區分,由生產部組長處理.
3.檢查項目:CAP﹑DF﹑LC規格設定及測試電壓設定.
4.重點:若換規格時,必須清理工作區或機器,避免不同規格混入.
k.自動老化.
將套管后之電容器制品,以全自動老化機供料:串排﹑益壽測試選別分類之一貫作業.
l.包裝.
在待包裝區取得制品,依各客戶要求之包裝方式包 裝.作業前先清理工作臺面,嚴防異品混入.同規格只得有一零數箱.
五.E/C使用注意事項.
1.勿過壓;
2.勿過流;
3.勿極反;
4.導針拉拔力勿大;






 精品人妻少妇视频,黄黄色视频免费在线观看,√天堂资源网最新版在线,看日韩免费高清一区二区三区,黑人一级二级三级毛片,色图在线视频国产,欧美精品久久久久久久免费,久久影院国产精品,欧美一级特黄特色大片免费观看
,亚洲精品在线观看视频在线观看,宝宝边吃奶边放屁怎么回事
精品人妻少妇视频,黄黄色视频免费在线观看,√天堂资源网最新版在线,看日韩免费高清一区二区三区,黑人一级二级三级毛片,色图在线视频国产,欧美精品久久久久久久免费,久久影院国产精品,欧美一级特黄特色大片免费观看
,亚洲精品在线观看视频在线观看,宝宝边吃奶边放屁怎么回事


